专用量具是指专为测量某一工件而设计的量具,它的针对性很强。专用量具具有适用于大批量生产、示值准确、操作简单、效率高的优点,而针对性强则是它们的一个缺点。对于深孔加工中牵扯到的孔径、孔深、底厚等尺寸,虽然,它们可以通过卡尺及内径表等通用量具测量,但是对于内孔有特殊结构或孔深过大的工件,如图1所示工件中40.3mm与172mm尺寸的测量,就产生了一些困难。
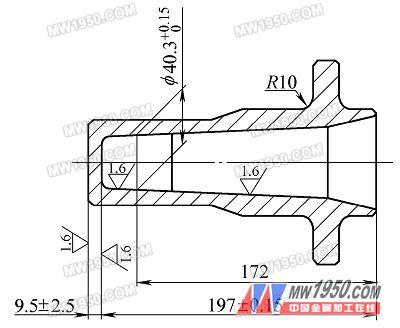
图1
尤其对于大批量生产,并且在尺寸测量上有特殊要求的工件上,就需要用专用量具来进行测量,以满足生产需要。
如图1所示,工件是我公司承接的生产任务,批量较大,由于内孔加工的特殊要求,为了方便测量内孔尺寸,我们设计了底厚专用量具、孔深专用量具及孔径专用量具,现分述如下。
1.底厚量具
在加工工序中,需要对坯件的底厚(9.5±2.5)mm进行限制,如图1所示,量具结构形式如图2所示。
支承杆3通过连接板2与测量杆1连接在一起,测量杆1可以在连接板槽内滑动,调整好它的位置后将锁紧螺母11旋紧固定位置;支臂4两端均装有滑动套7;通过滑动套7、支臂4与标尺5构成的框架可以在支承杆3上滑动。它的固定可通过滑套紧固螺钉来锁紧。
量具标尺5上有刻线,它是依据测量尺寸来刻制的。首先在测量臂8与测量杆1的下端垫上标准距离H,这时根据测量臂所指示的位置进行刻线,我们称这条线为零线。然后在根据H尺寸最大值H+Δ来刻制另一条刻线,称为范围上线;同样根据H-Δ刻制范围下线。在使用前调整测量杆1与支承杆3之间的距离,以保证测量杆能顺利进入工件孔中;转动测量臂8,在测量臂8与测量杆1的下端垫上标准距离H观察指针是否对准零线,这样做是为了检验量具是否具有误差,如果有就通过调整标尺位置使得其指针指向零位。
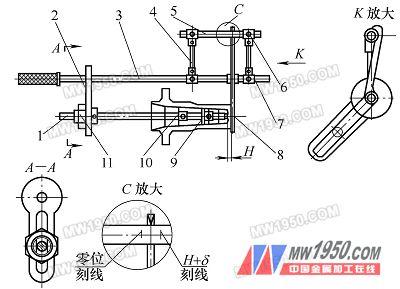
图2
1.测量杆 2.连接板 3.支撑杆 4.支臂 5.标尺 6、11.锁紧螺母
7.滑动套 8.测量臂 9.定位盘2 10.定位盘
接下来就可以用它来测量工件了,将测量杆伸入孔内,测量头接触孔底面,然后旋转测量臂,使得A面接触工件外端面,根据指针的位置情况就可得出结论,即在上范围线与下范围线之间的工件该尺寸均为合格。
上一页 1 2 3 下一页
 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

