刀具的磨损不仅影响机床的切削状态,而且与工件加工质量密切相关,因此刀具状态的实时监测是保证加工质量的一项重要措施,而刀具磨损程度的评价指标是刀具状态监测的基础。本文通过分析立铣刀后刀面磨损带的磨损规律及特点,研究了后刀面和副后刀面磨损带宽度VB和磨损带面积AVB在铣刀渐进磨损过程中的变化特点,提出了衡量刀具磨损程度的两个评价指标。
1 铣刀磨损量的评价指标
刀具后刀面的磨损对加工精度和切削力的影响较前刀面更为显着。由于后刀面磨损量比较容易测量,因此在刀具管理和金属切削研究中,多按后刀面磨损带中间部分平均磨损量允许达到的最大值(通常以VB表示)来制定磨钝标准。ISO制定了外圆车刀使用寿命实验中的刀具磨钝标准,但该标准只适用于切削实验。在实际加工过程中,存在许多影响刀具磨损的不可预见和难以控制的因素。虽然可将铣刀的每一刀齿看成一把车刀,但铣刀的磨损比车刀的磨损更为复杂,在不同的切削条件下将产生不同的磨损方式。因此,ISO制定的刀具磨钝标准很难在实际生产中推广应用。实验研究结果表明,影响刀具后刀面磨损带的因素很多,如加工条件、工件材料、刀具安装、机床性能、刀具几何角度等,仅以刀具后刀面磨损带中间部分磨损量作为评价指标很难真实、准确和完整地评价刀具磨损状态。图1为在两种不同加工条件下(①主轴转速n=360r/min,切削宽度Rd=9mm,切削深度Ra=2mm,每齿进给量ft=0.0933mm/齿;②主轴转速n=420r/min,切削宽度Rd=9mm,切削深度Ra=4mm,每齿进给量ft=0.1190mm/齿。刀具为HSSf10三刃立铣刀,工件材料均为铸铁)铣刀一个刀齿后刀面的不同磨损带示意图。
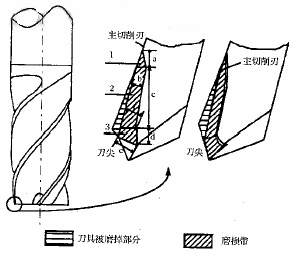
(a)加工条件① (b)加工条件②
1.三角形磨损带 2.梯形磨损带 3.多边形磨损带
图1 铣刀一个刀齿后刀面磨损带示意图
上一页 1 2 3 4 下一页
 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

