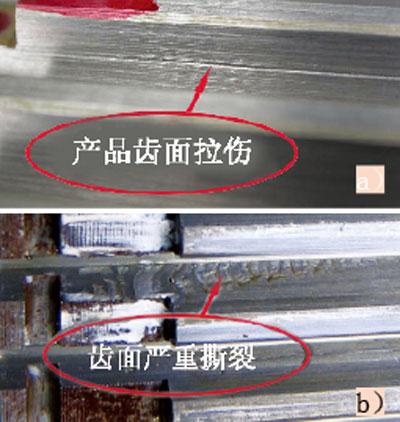
图1 常见的拉削缺陷
针对拉削加工中常见的拉削缺陷,对影响的主要因素从理论上进行分析,总结出常见拉削缺陷的判断方法,提出相应改进措施,使切削效果得到明显改善。
在批量生产中,“以拉代插”工艺已普遍应用于渐开线内花键的加工,但拉刀价格昂贵,故拉削质量的好坏、效率的高低和拉刀寿命的长短等,都直接影响到产品质量及生产成本。
变速器零件中,带内花键的零件多数是同步器零件,其材料为低碳合金钢,特点是硬度低,韧性高。坯件预处理采用等温正火工艺时,实际硬度在126~145HB之间。
常见缺陷及影响因素
生产中常出现的拉削缺陷(如图1)分为两种:一种是加工质量达不到要求,即加工表面局部产生划痕,严重时出现啃伤现象;另一种是拉刀的非正常磨损。以下对其进行详细分析。
1. 拉削时产品表面产生局部划痕或啃伤的主要原因及分析
(1)切削齿升量过大
当拉刀齿升量过大时,因切屑较厚引起变形范围大,在切屑被剥离的部位,会产生较深的裂纹。由于厚切屑不易卷曲,因此常呈瓦块状卡在容屑槽内,极不容易去除,在拉下一件产品时,就会划伤已加工表面。如工件材料为20CrMnTi时,拉刀的齿升量取0.06,则拉削情况正常。而对含碳量低于0.2%低碳合金钢,当设计齿升量为0.06时,就会出现铁屑不卷曲,卡在容屑槽内的现象,使清理变得困难,影响了生产效率,提高了加工成本。
(2)齿升量不均匀
当拉刀刃磨得不好,使齿升大小不均匀时,会造成有的切屑太厚,有的太薄。切屑太厚,易在花键齿侧产生挤裂现象,而留下一道道的深沟(如图1-a),严重时甚至出现啃伤。
(3)容屑槽形状不正确
容屑槽是由一段直线与圆弧R光滑连接形成。当前角与R一定时,其直线段的长度也随之确定。容屑槽形状不正确时,直线段过短时切屑不易卷曲,过长或连接不够光滑时,则切屑不能顺利地卷曲,在容屑槽内产生不正常的挤轧,从而影响拉削表面的粗糙度。
(4)工件材料及坯件硬度
加工表面粗糙度与工件自身的材料有很密切的关系。硬脆材料比韧软材料拉削出来的光洁度要好些。韧软材料的工件,拉出来的表面比较粗糙,有时还出现被刀齿啃掉的凹坑,或在出口处带有很多切屑未脱落的毛刺飞边,最严重的是撕裂现象(如图1-b)。
含碳量低于0.2%及硬度低于160HB的合金钢,韧性很大,切屑容易粘附在刀刃上,切削时产生很大的摩擦,影响加工表面质量。
材料相同的工件,由于金相组织不同,其加工质量也有差别。晶粒大的,表面粗糙度较差。故对韧性大的工件,应在拉削前用热处理方法来提高硬度及改善金相组织,尽可能地满足拉削条件,提高拉削的经济性。
上一页 1 2 下一页
 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

