涂层技术有效改善刀片切削区域性能
金属切削过程中所产生的功率消耗以切削热和摩擦的形式表现出来。这些因素使刀具处于恶劣的加工条件下,表面高负载、高切削温度。之所以产生高温是因为切屑沿刀具前刀面高速滑移,对切削刃,产生高压及强烈的摩擦。
加工过程中,刀具遇到部件微结构中的硬质点,或进行断续切削,可导致切削力出现波动。因此,对切削刀具有耐高温、高韧性、高耐磨性、高硬度等特点的要求。
在过去的半个世纪里,为了持续提升切削刀具的性能,人们开展了大量的研究工作。
影响几乎所有刀具材料磨损率的一个关键因素是加工过程中所达到的切削温度。遗憾的是,很难界定计算切削温度的相关参数值,但实验测定可以为经验公式提供依据。
通常假设切削过程中所产生的所有能量均转换为切削热,80%的切削热会被切屑带走(这一数值会随着一些因素而变化,切削速度为主要影响因素)。这使得大约20%的热量进入了刀具。即使切削低碳钢,刀具温度也可超过550℃,而此温度值是高速钢(HSS)保持硬度所能承受的最高温度。用立方氮化硼(CBN)刀具切削淬硬钢时,刀具和切屑温度可超过1000℃。
刀具磨损和刀具寿命的关系
刀具磨损形态可分为以下几类:
·后刀面磨损
·沟槽磨损
·月牙洼磨损
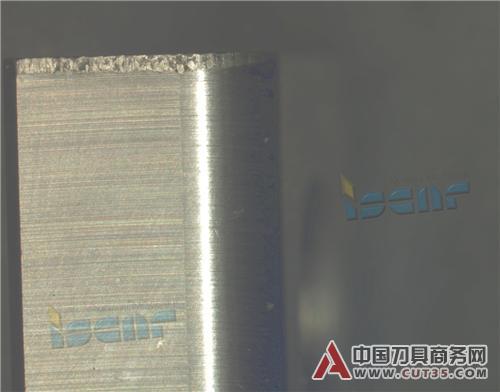
·切削刃崩刃
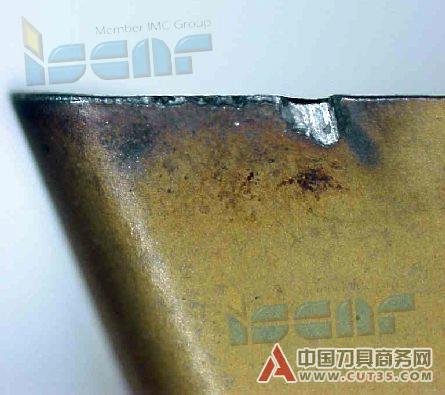
·热裂纹
·突发失效
后刀面磨损
沟槽磨损
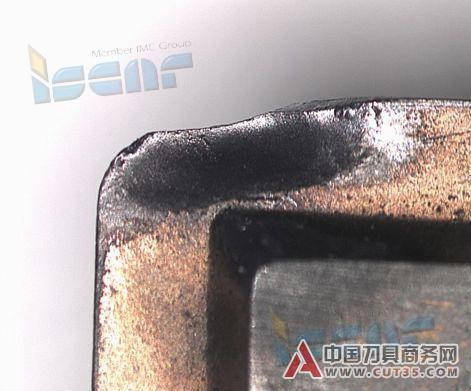
月牙洼磨损

切削刃崩刃

热裂纹

积屑瘤
上一页 1 2 下一页
 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

