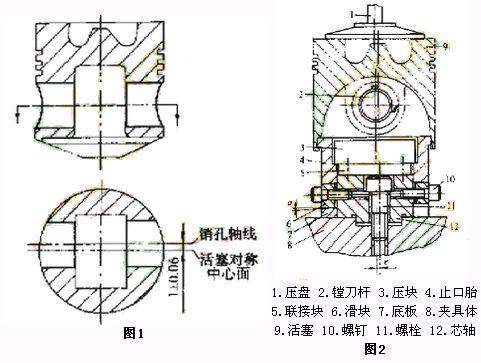
内燃机活塞加工过程中的精镗销孔是关键工序(图1),属质量控制点之一,销孔的主要位置精度成形于此。由于其精度要求高,若采用整体式定位无法实现调整的连续性,即无法根据需要逐个微米地调整,进而使得销孔轴心线的偏心距、至基面高度及与活塞轴心线的垂直度的调整难度增大,最终得不到较理想的完工质量。因此,我们设计应用了一种分体式定位可调夹具,既能弥补夹具制造和装配精度的不足,又能适应生产线多品种生产的要求。下面介绍其定位方法。
1 、可调夹具结构特点
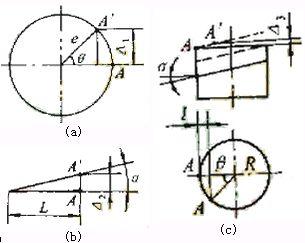
夹具结构如图2,主要由压紧元件1、夹具体8和定位部件组成。菱形销(图中未绘出)由左侧推入粗镗的销孔进行周向定位,待气动压盘压紧后退出。其定位部件由压块3、止口胎4、联接块5、滑块6、底板7和芯轴12组成。其中滑块和底板带有楔角a,芯轴带有偏心e。各零件通过螺栓与夹具体相联。
2 、基本原理
定位的基本原理是利用止口胎半径远大于芯轴偏心具有的放大作用,芯轴周向旋转可改变销孔轴至活塞对称中心面之间的间距,以适应不同型号活塞的偏心距及提高该项尺寸精度的要求:利用斜面微动机构,实现竖直方向的微量调整,通过带有小角度斜度的滑块平移改变销孔轴线至基面的高度:斜面机构的相对转动使滑块产生一微小摆角,从而改变销孔轴线对基准平面的平行度,以达到调整它对活塞中心线垂直度的目的。
3 、定位及调整方法
首先必须设定夹具试镗时的初始状态,否则下面的数学公式将不能成立,整个调试过程将复杂化。为简化过程,我们设定试镗前芯轴的偏心方向、滑块楔角方向和底板楔角方向均与镗刀杆的进给方向平行,这一点容易靠制造及装配精度予以保证。
通过对初始状态的预先设定,可建立数学模型的解析图(图3)。图中2点为试镗时止口胎上某定义点的位置,A'点为A点移动后,∆1,∆2,∆3分别为影响偏心距,影响至基面高度,影响垂直度的量,分别为
∆1=esinq (1)
∆2=Ltga (2)
按相对运动原理,单纯底板的转动此条件下等效于单纯滑块、止口胎的同步转动。因此,A点及其关于中心线的对称点均按图3c主视图中虚线轨迹移动。则有: ∆左旋肉碱副作用口碑控油补水产品晒后胸部小润肤什么牌子的面霜好排名洁面品什么牌子的好3=R(1-cosb)tga (3)
式中:q——芯轴转过的角度
L——滑块平移的距离
d——A点的横向位移
R——止口胎顶圆半径
b——底板转过的角度
经试镗后,将实测加工误差代入式(1)、(2)和(3)进行计算,根据计算结果进行粗调。第一步调整销孔轴线的偏心距:先卸下压块3,再旋松螺栓11(内六方扳手穿螺孔伸下可不必拆卸联接块),待转动芯轴至所需角度后旋紧,应注意保持其它元件的同步性:第二步调整销孔轴线中间点至基面的高度,即拧动螺钉10平移滑块:第三步调整销孔轴线对活塞中心线的垂直度:旋转底板,旋转时应保持其它元件周向位置不变。最后,装入压块紧固其它螺栓、螺钉即调整结束。
若对调整后某一项尺寸定位的准确度不满意还可以进一步精调,方法相同。
在设计中已确定了a=1°,e=2mm和R=50mm。假设按初始状态镗削后的加工误差测量值分别为:偏心距误差∆'1=0.856mm,∆'2=0.017mm,垂直度误差∆'3=0.006mm。经换算得:∆1=∆'1=0.856mm,∆2=∆'2=0.017mm,∆3=∆'3/2=0.003mm。将以上数据分别代入式(1)、(2)和(3)得到所需调整量:
q=arcsin(1/e)=arcsin(0.856/2)=25°20'27"
L=∆2/tga=0.017/tg1°=0.97mm
b=arccos[1-(∆3/Rtga)]=arccos[1-(0.003/50)tg1°]=4°45'7"
(以上计算结果均忽略不计10-3级小量)
为便于生产现场调试人员操作,省略繁琐的计算过程,我们绘制了加工误差值同所需调整量间的对应关系图表,调整时只须用内插法查表即可。至于调整时移过的量值可以靠打表法、分度标识或其他方法确认,因篇幅所限,在此不做赘述。
4 、结语
上述分体式定位可调夹具结构紧凑,构思巧妙,通过调整或更换个别零件(如止口胎)能适用于多种活塞加工,不但实现了多个质量特性的连续性调整,还具有较强的通用性,在长期的生产应用中收益显着。另外,该设计思路被推广用于铣削、刨削、甚至于车削加工,同样达到了预期效果,其应用前景良好。

 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

