工具系统是刀具与机床(主轴或转塔)之间的重要连接环节。工具接口应具有高的轴向和径向精度,高的刚性和承载能力,以及具有高转速性能和快速换刀性能,这些性能对于机床的加工精度和生产效率有很大的影响。此外,工具接口的通用性和柔性也是十分重要的性能指标,工具接口应既能应用于固定刀具又能用于回转刀具,并能以一个基本刀柄来安装各种不同的刀夹,以适应不同的加工任务。
随着多功能机床,特别是车铣中心的快速发展和广泛应用,工具接口的统一和标准化就具有特别重要的意义。当今,最流行的工具系统是HSK系统、山特维克可乐满公司的Capto系统以及肯纳公司的KM工具系统。而HSK-T(T-Turning,车削)、Capto和KM这三种工具系统已在2008年年底正式批准成为国际标准,这为三种工具系统的推广应用创造了较好条件。
车铣中心的广泛应用推动制订HSK-T标准
HSK空心锥柄作为刀具和机床主轴间的接口,由于其采用了锥面(径向)和止靠端面(轴向)的双向定位和夹紧,从而显着提高了刀柄的定位精度和刚性,自1992年以来,特别自1996年和2001年相继成为DIN和ISO标准以来,这种高效和高精度的工具接口在数控铣床、加工中心和组合机床及其自动线等加工设备上获得了广泛应用。但由于HSK刀柄的定位键槽和主轴的驱动键之间存在较大的间隙,因此,这种刀柄只能应用于旋转刀具(如铣刀、铰刀和钻头等),而不能用于固定刀具。因为较大的配合间隙会给诸如车刀、螺纹车刀和镗刀等固定刀具在相对于工件中心轴线的刀刃高度(位置)上造成较大的偏差,加工时造成零件直径误差。
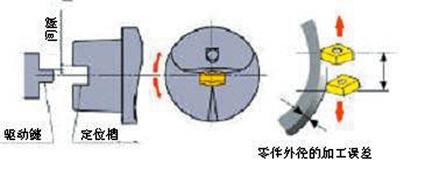
图1.驱动键和定位槽之间的间隙对车刀会造成加工误差。(资料来源:蔡坤龙、陈勇达. 车铣复合工具机刀具主轴发展现况)
近年来,随着工艺集成技术的发展,工件可以在一台多功能机床上通过一次装夹实现综合加工,从而有利于改善工件的加工精度、提高生产效率和降低单件成本。这促使像车铣中心这样的多功能机床应用日益增多。由于在车铣中心上使用的刀具,既有铣刀这类的旋转刀具,又有车刀那样的固定刀具。这就难于用HSK来统一车铣中心的工具接口。针对这种情况,由日本的几家着名企业率先组成了一个临时性的联合组织—车铣机床接口委员会(ICTM),这个委员会根据ISO 12164-1(2001年)/DIN 69893-1,DIN 69063-1(1996年)HSK标准,推动制订了一个HSK-T的 ISO试行标准:ISO/CD 12164-3/4,当时,这是一个开放性的国际通用的工具接口标准,这个试行标准通常又称为HSK-T标准或ICTM标准。在2008年11月试行标准正式成为国际标准ISO 12164-3/4。
HSK-T标准与HSK标准的不同之处是前者缩小了主轴驱动键和刀柄定位槽的制造公差,从而大大减小了驱动键和定位槽之间的配合间隙。如以HSK-A63和HSK-T63规格的刀柄为例,其可能产生的最大配合间隙,由前者的0.33mm减小到后者的0.075mm。也就是把HSK-A63最大0.561。的角度偏转误差降低到KSK-T63的0.184。。由此大大减小了车刀在转塔刀架上安装时的角度偏转误差,从而显着提高了固定刀具的切削刀刃相对于工件中心高度上的位置精度。由于刀刃位置精度的提高,也就免去了刀具安装时的调整工作。这无疑为HSK-T刀柄用来作为固定刀具的工具接口创造了条件。
HSK-T刀柄在配备有转塔刀架的车床和车铣中心上的应用,使这两种机床(主轴和转塔)上的刀具可采用相同的工具接口,并进而使企业其它的加工中心也都可以采用这样的工具系统。从而可以大大减少企业在工具接口和管理方面的投资。
上一页 1 2 3 4 下一页
 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

