摘要:就铰刀几何角度的测量装五进行了详细的分析。
铰刀是对已有的孔进行半精加工和精加工用的刀具,它可以用手操作或在车床、钻床、镗床等机床上工作。由于铰削余最小,切屑厚度薄,因此和麻花钻或扩 孔钻相比,铰刀齿数多,导向性好,容屑槽浅,刚性增加,所以铰孔的精度一股可达IT6~8级,表面粗糙度Ra1.6~0.4。
由于铰刀下的切屑很薄,切屑和前刀面的接触长度短,故前角对切屑变形的作用不大。为了便于制造,一般取g0=O°,加工韧性材料时,为减少变形,可 取g0=5°~10°。由于铰削时切屑厚度很薄,后角a0值应较大。但考虑到铰刀重磨后径向尺寸的变化不能过大,故后角也不可过大,一般取a0=6° ~10°. 由于铰刀的前、后角影响铰刀的切削性能,故刃磨后的铰刀要测量出其前、后角,本文正是对铰刀前、后角测量装置的讨论。
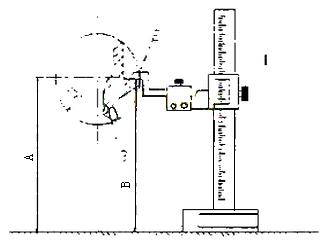
1.游标高度尺 2.量尺 3.铰刀
图1 用游标高度尺测量刀具前角
1 使用通用角度测量仪(如游标高度尺、百分表、样板等)
测量铰刀前角的方法如图1所示,将刀具前刀面置于水平位置用游标高度尺卡脚测量面与刀具前面接触进行调整,利用杠杆百表调整至水平位置,测量出此时 刀具前刀面的高度尺寸B,同时测量出刀具中心高度尺寸A,按下式计算刀具的前角g0:sing0=2(A-B)/D;测量刀具后角的方法类似干前角,将刀 具后刀面调整到垂直位置,并测量出刃口高度尺寸C。按下式计算刀具的后角a0:sina0=2(C-A)/D用游标离度尺测量刀具的前、后角时,具有设备 简单,操作方便的优点,在对铰刀的几何角度精度要求不高的情况下,用此方法可起到降低成本、提高生产率的优点。
用游标高度尺测量时具有几个方面的误差:(1)机械传动方面的误差:(2)尺寸误差(如刀具中心高A);
(3)读数误差。
2 采用三坐标测量机
淘宝特卖最好左旋肉碱排行榜减肥什么美白产品比较好瘦身霜哪个牌子的洁面品好防晒什么牌子保湿补水好目 前还没有专用的计算机控制的刀具角度测量机,类似的有三坐标测量机,是一种先进的测量设备。可在一定空间范围内对多种三维几何形状及其参数进行测 量,三坐标测量机的基本组成部分有;台面,上面有T形导轨,用以固定工件:测头,用以直接碰触工件上的被测表面,进行测量,测头上有5个探针,探针端部为 球形,测头通过此球形碰触工件,获取信息由计算机处理,输出。测量时,探针以一定测量力碰触刀具前刀面,取得一组三维坐标值(xi, yi, zi),碰触若干次后,可取得若干个三维坐标值,用一个矩阵表示。其中n为碰触次数,经数据处理后,即可求得刀具前角的几何参数。同样,用探针以一定测量 力碰触刀具后刀面,也可测出刀具后角a0。用三坐标测量机测盘刀具角度时成本较高,技术复杂,对操作人员的技术水平要求较高。

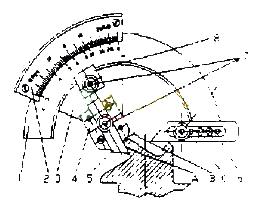
1.主尺 2.分度尺 3.扇形板 4.导滑座 5.前角直尺 6.支承直尺 7.紧固组母 8.滑块
图2 用多刃刀具角度规测量前角
3 采用多刃刀具角度规(测量如图2所示)
测量前角时,使角度规支承直尺6的工作面C支靠在被测刀齿相邻齿的齿顶处,转动扇形板3,使前角直尺5的工作面A与被测刀齿前刀面接触,并使导座4 上的后角直尺工作面D与被测刀齿齿项接触,此时,主尺1上标称铰刀齿线的刻线(图中铰刀为6个齿),所对准分度板上2的刻线值,即为铰刀前角测量值.测量 后角时,支承直尺工作面仍然支靠在被测刀齿相邻齿的齿顶上,松开滑块8的螺母7.使扇形板带动分度板沿顺时针方向转动一个角度.让导滑座上的后角直尺工作 面B与被测刀齿后刀角面接触,此时,主尺上的齿数刻线必然与分度板上零度刻线左边的某一条刻线对齐,分度板上该刻线的数值,即为所测刀齿后角a0。用多刃 刀具角度规测量铰刀角度,具有测量误差小,测速快,不需要很高的技术要求的独特优点,该装置不但在生产现场,而且在教学实验中都可得到广泛应用。

 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

