蜗杆传动作为机械传动的重要组成部分,在矿山机械、工程机械中广泛应用。蜗杆的加工方法主要有:卧式车床挑蜗杆、铣床专用铣刀盘铣制蜗杆等。在实际生产中,笔者遇到一种单头大模数蜗杆,传动类型为ZA型,模数为6,头数为1,结构如图1所示。
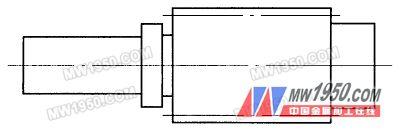
图1
这种蜗杆在卧式车床挑制齿形时发现由于蜗杆导程大,为18.85mm,空刀槽窄,模数大,切齿较深,卧式车床退刀困难,从粗挑、半精挑、精挑齿形,需要多次车削,退刀完全通过手动打正、反车控制,操作者需要精神高度集中,否则,退刀不及时,切刀将撞到卡盘上,并造成废品。笔者经过工艺试验,通过数控编程控制车刀退刀,能够实现挑蜗杆的功能。但是,在试验过程中发现,蜗杆模数较大,齿槽较深,用一把蜗杆车刀一次装夹挑蜗杆,车刀刃部磨损严重,无法最后精挑蜗杆。如果重新磨刀,再精挑蜗杆,无法从原位置对刀加工。针对这种情况,设计了车床对刀规(如图2所示)。BB霜排名去角质润肤霜排行榜祛痘隔离霜哪个牌子好睫毛膏最好的遮瑕是哪个祛斑什么牌子的滋润好
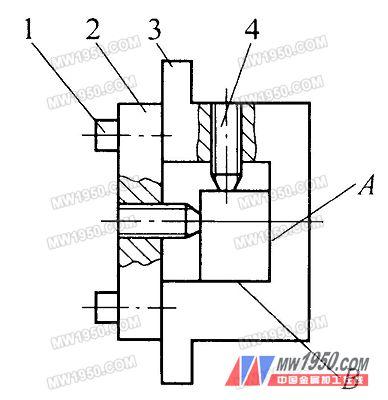
图2
将对刀规装夹在刀架上,蜗杆车刀装夹在对刀规上。车蜗杆时,使用两把车刀,一把为粗切刀,一把为精切刀,车刀各尺寸控制一致,刃磨由工具磨床统一修磨。将粗切刀以A、B两面定位装夹在对刀规上,分多次上刀,粗切蜗杆齿1.螺钉2.固定板面留余量0.5~0.6mm;换上3.对刀规刀体4.紧定螺钉精切刀,同样以对刀规A、B两面定位,这样粗切刀、精切刀装夹位置一致,能够保证精切刀上刀位置不变,精切蜗杆成,从而解决了数控车床换刀、对刀的难题,保证了中、大模数单头蜗杆的加工质量;降低了操作者的劳动强度,提高了生产效率。

 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

