一般来说,直径不太大的圆盘类零件可在中小型立式车床上加工,若零件的直径很大,如大型水电、水泥、化工设备中所用到的大型圆盘(环)类零件,有时其外径可达10~15m,这就需要用超大型的机床或者设计专用的加工设备对其进行加工。据了解,在我国的大型企业中10m直径的立式车床已经十分罕见,目前我国最大的立式车床是德国生产的15m立式车床,而对于直径在15m以上的零件加工几乎没有什么成熟的加工设备。重要的是,由于零件超常的尺寸和重量,给运输和装卸带来了极大的困难。因此,需要研制一种简单、实用、造价低、便于运输的加工设备到产品安装现场来完成此类零件的圆周车削加工任务。
1 加工设备概述
1)设计思想
本加工设备的设计与一般的车削加工机床不同,我们可以使工件固定,把刀具调整到工件表面所需的尺寸并围绕工件的几何中心作旋转运动,每旋转1周轴向进给一定距离,逐步加工出工件的整个圆周表面。这样,在切削用量不大的情况下,所需的电机功率很小,它所消耗的动力主要是用于克服切削阻力和设备自身的惯性力。对加工设备的要求仅是能够进行圆周切削和变速。这样的加工设备结构简单,容易实现。
2)设计要求
1.加工设备安装在一个可绕工件几何中心旋转的转臂上,转臂设计成可伸缩的形式.
2.刀架可沿工件的轴向移动一定的距离,以便加工出工件的轴向厚度.
3.有可变速的驱动行走装置,保证加工设备沿圆周方向均匀旋转.
4.刀架可在导轨中作微量手动移动,并安装在一个能回转一定角度的圆盘上,以满足加工锥面的需要。
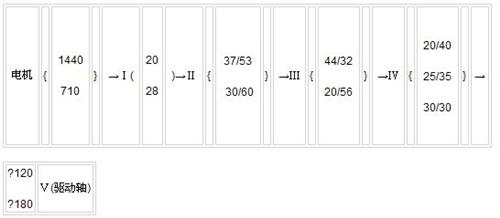
图1 设备传动系统
3)加工系统的组成及工作原理
加工设备的主要传动系统如图1所示,1为被加工的超大型圆盘工件,其半径R可在4m以上,厚度为50~150mm,材料为由多块板材焊接或拼接而成普通碳素钢:2为回转支承座,由底盘、心轴、圆锥滚子轴承等组成,用螺栓将其与工件上的工艺孔联接并调定在工件的几何中心位置上:为转臂,由U型钢、工字钢等焊接而成,用螺栓紧固在回转支承座的轴承外圈上,转臂底架下可设置若干滚动轮架(图1中未画出),用于支撑右端悬臂的转臂架和变速箱6:主运动由双速电机,经过Ⅰ-Ⅱ轴的两对固定齿轮(20/28)、Ⅱ-Ⅲ轴的两对滑移齿轮(37/53、30/60)、Ⅲ-Ⅳ轴的两对滑移齿轮(44/32、20/56),再经过Ⅳ-Ⅴ轴的挂轮组的降速部分(20/40、25/35、30/30),最后由1对皮带轮(15、16)传动(?120:?180)将运动和动力提供给驱动轴Ⅵ。驱动轴共有10种不同的转速(30~660r/min),通过驱动轮14(外层为耐磨橡胶材料)在工件表面上的运动,克服切削阻力、整个加工设备的惯性力和摩擦阻力进行圆周运动,若驱动轮的直径选定,刀具即可得到相应的切削速度,以适应不同加工条件的需要。设备的切削进给系统为里外两个,分别用于加工内外圆柱面。它们由进给刀架座8、丝杠螺母9、手轮10、转盘11、刀夹12、车刀等组成。刀夹装在转盘上,将转盘上的刻度调整好并用螺钉将其紧固后,即可加工工件的圆柱面或圆锥面。因为加工1转才需要轴向进给一定距离,要实现自动进给比较困难,考虑到加工的轴向尺寸不大,可采用人工手动定期进给或采用间歇缓进机构进给。
2 加工设备的运动关系
1)驱动轴转速的设定
考虑到加工设备的安装和调试方便,其传动部分的体积和重量都不宜过大,因此所选用双速电机的功率为3/4.5kW,转速为710/1440r/min。
1、主运动传动路线
2、驱动轴的各级转速
主运动平衡式n主=n电i uⅠ-ⅡuⅡ-ⅢuⅢ-Ⅳ (1)
可计算出驱动轴的10级转速(r/min)分别为:30、40、60、80、120、170、230、325、470、660。为方便使用,实用中可将各驱动轴转速所对应的各级变速齿轮的位置和挂轮配比做成选择表,以供加工时选择使用。
2)切削速度的设定
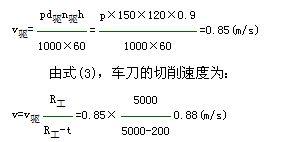
1、驱动轮的行走速度
由图1所示的关系,驱动轮的行走速度为:

式中:d驱为驱动轮直径(mm);
n驱为驱动轮转速(r/min);
a为皮带和驱动轮的摩擦滑动率,可取a=0.1。
2、车刀的切削速度
当驱动轴的转速和驱动轮直径确定之后,可计算出驱动轮的行走速度,加工外圆的计算公式为:
 平价好用眼霜眼线眼霜哪个好去黑头什么牌子好bb霜哪个精华好外用减肥什么牌子的保湿补水好用
平价好用眼霜眼线眼霜哪个好去黑头什么牌子好bb霜哪个精华好外用减肥什么牌子的保湿补水好用
式中:R工为被加工工件的半径(mm);
t为驱动轮中心与工件加工面的距离(mm)。
注意:若是加工内圆柱面时,其计算公式则为:

此时的t'为内圆加工面到驱动轮的距离,大约为1000mm,这样,在驱动轮转速相同的情况下,内圆加工的切削速度则要比外圆加工要小得多。
例如,加工一个外圆柱面,取驱动轮的直径为150mm,R为5000mm,t为200mm,n驱为120r/min时,则可分别计算出驱动轮的行走速度和车刀的切削速度。
由式(2),驱动轮的行走速度为:
当然,在使用时若需要其它的切削速度时,只要变换驱动轴的转速即可选择使用。
要说明的是,在进行实际加工的时候,若选择的切削用量较高,设备的功率不能满足需要时,可降低切削速度或减少背吃刀量,只要能满足正常的切削需要即可,加工效率并不是主要目的,保证人身和设备的安全以及工件的加工质量才是第一位的。因此在选择切削用量时,应根据被加工工件的材料、钢板厚度、直径大小、最大切削力等因素来合理选择。
3 加工系统切削力与切削功率的验算
1)切削力计算
可用车削力指数计算公式来初步计算,即:
Fc=CFcapXFcfYFcvZFcKFc (4)
按加工中碳钢的一般条件,用YT15刀头,正常的几何角度,中等切削速度,可得:
Fc=1640apf 0.84 v-0.15
若取ap=4mm,f=1mm/r,由式(4)可得:
Fc=1640apf 0.84 v-0.15=1640×4×1 0.84×60-0.15=3550(N)
实际上,刀具旋转1周才轴向手动进给1次,且在很短距离内完成,所以切削力的大小主要由背吃刀量和切削速度决定。
2)切削功率与电机功率计算
1、切削功率
车削时的切削功率计算公式为
Pc=Fc·vc (5)
若取v=0.88m/s(即n驱=120r/min),可得:
Pc=3550×0.88=3124(W)=3.1(kW)
考虑此加工设备的驱动力要克服进给抗力、设备重力和摩擦阻力,可取
Pm=1.2Pc (6)
由式(6)可得:
Pm=1.2×3.1=3.72(kW)
2、电机功率
由电机功率计算公式
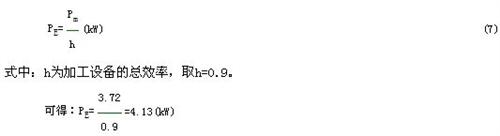
实际上,当转速为120r/min时,电机功率为4.5kW(1440r/min),完全可满足切削用量不太大时的加工需要。
为了增大驱动力,加工设备可采用前后轮双驱动,驱动轴为两个,每根轴上有两个轮子,里侧的为空套轮,只起支承作用,外侧的为驱动轮,固定在驱动轴上,驱动加工设备沿工件圆周运动。驱动力的大小与电机的功率、设备的重量、切削进给阻力、驱动轮的数量和宽度、驱动轮与工件的摩擦系数等因素有关,设计时应综合考虑。
此加工设备可以对零件的外、内圆柱面进行粗精加工,还可对圆周附近上的倒角、斜面、沟槽等进行加工。
本加工设备的结构设计与普通机床相同,因篇幅所限,这里不再赘述。
4 结束语
本文介绍的这种加工设备主要应用于超大直径圆盘或圆环零件的圆周表面的加工,不需要专门的加工机床,造价低,加工方法简单可行,设备的安装和调整也比较方便。尤其是对于一些超大型的难以运输的圆盘类零件进行加工时,可因地制宜,就地加工,加工周期短,能满足一般的外圆加工需要。另外,此加工设备的结构也很简单,普通的机械厂均可自行生产和制作。

 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

