现代航空航天机体所用材料中金属材料占有较大比例,它们主要是轻合金(铝合金、镁合金)、合金钢和钛合金(如表2.8与表2.9中民航机和军用机的使用材料情况),复合材料已成为现代航空航天机体必不可少的材料,目前使用的复合材料主要是纤维增强树脂基复合材料。从表2.8与表2.9中还可以看出:复合材料和钛合金在飞机机体上使用的比例有逐年增加的趋势,特别是在军用机上。现代喷气式发动机上压气机部分主要用钛合金制造,铁基和镍基合金也占一定比例。燃烧室和涡轮部分主要用镍基高温合金。未来的航空航天机体及其发动机在沿用已有先进材料的同时,金属间化合物、陶瓷及以它们为基体的复合材料,碳/碳复合材料,金属基复合材料和铌合金、钼合金等将正式应用并占领重要地位。本节主要介绍铝合金、镁合金、钛合金和高温合金的高速切削技术。
1.铝及铝合金
铝及其合金是银白色的金属材料。铝的密度为2.7g/cm3,仅为钢的1/3左右,它还具有良好的耐腐蚀性,因为在它的表面上很容易形成一层致密的Al2O3保护膜。纯铝的强度不足,熔炼时在铝中加入适量的硅、铜、镁、锌、锰等元素就成为铝合金。铝合金具有较高的强度,能用于制造承受载荷的机械零件。经过一定的热处理,其强度可以进一步提高。从表2—8和表2.9中可以看出,虽然铝合金的用量呈下降趋势,但在民航机中,使用最多的仍然是铝合金,铝合金是首选的航空材料,在军用机中也占有较大比例。
表2-8 民航机使用各种结构材料的重量百分比
(A表示空中客车系列,B表示波音系列)
| 铝合金 | 钢 | 钛合金 | 复合材料 | 其他 | |
| 第一代 | 0.2% | 3.2% | |||
| 第二代3:47 4300 | 84%、76% | 13%、13% | 4%、4% | 1%、5% | 1%、2% |
| 第三代B768 B757、4320 | 78%、76.5% | 12%、13.5% | 2%、6%、4.5% | 3%、3%5.5% | 1%、2% |
| 第四代B777 A340 | 70% 75% | 8% | 2% | 11%、8% | 1%、3% |
铝合金按生产工艺分为变形和铸造两大类。变形铝合金包括防锈铝合金、硬铝合金和超硬铝合金及锻铝等,我国的牌号分别是LF、LY和LC及LD,美国为5000系列、2000系列禾H 7000系列。某些硬铝合金与锻铝合金又称易切削铝合金如2024(美国牌号,相当于LYl 2),606 1(相当于I,D30),6063(相当于LD3 1)等。防锈铝合金用于制造飞机油箱、火箭燃料存贮箱、蒙皮、骨架等不承力或低承力部件。硬铝合金表面包一层纯铝,以增加其耐腐蚀性,用以制造中等强度的结构件,如骨架、支柱、隔框、蒙皮、螺旋桨桨叶等。加入锌、镁、铜等元素的超硬铝合金的比强度相当于高强度钢,用于制造主要的承力部件,如大梁、桁条、翼肋、加强框、蒙皮、起落架部件等。铸造铝合金含有较多的铜、硅等合金元素,能铸造出各种复杂形状的零件,但因其塑性差而不宜压力加工。我国铸造铝合金的牌号是ZL,铸造铝合金用来制造发动机的气缸体、活塞、油泵等。近年来高强度铸造铝合金广泛用于飞机结构中,代替锻件和型材。
近年来,航空上使用的铝合金几乎全是改进的铝合金。改进的方法包括微调化学成分,提高铝合金的纯度,使铁、硅等杂质含量降低,加入高熔点稀土元素,细化晶粒租改进塑性等。美国出现了改进的2124、2224、2324、2048、7050、7150、7175、7475合金;俄罗斯有改进的B96。为进一步降低密度,自20世纪20年代起人们就探索铝锂合金的开发,目前西方已有20多种牌号的铝锂合金,其中用量较大的是2090和8090,俄罗斯用于战斗机和民航机的铝锂合金牌号主要1420合金,在1420合金基础上改进的1421和1423合金、高强度和耐腐蚀的1450与145 1合金等。铝锂合金主要用于制造飞机机身和机翼蒙皮、控制舵面、桁条、机身框架、导弹壳体等。据统计,在航天工业中每减轻l kg结构重量所获得的经济效益比航空工业高10倍以上,所以航天工业更重视使用铝锂合金,它们用于制造燃料存贮箱、卫星结构件和空间站等。
we易切削铝合金在航空航天工业应用较多,适用的刀具有K1 0、K20、PCD(聚晶金刚石)等,切削速度在2000~5000m/min,进给量在3~20m/min,材料去除率30~40kg/h。刀具前角为1 2°~1 8°,后角为10°~1 8°,刃倾角可达25°。铸铝合金根据其Si含量的不同,选用的刀具也不同,对Si含量小于1 2%的铸铝合金可采用K10、Si3 N4刀具,当Si含量大于12%时,可采用PCD及CVD金刚石涂层刀具。对于Si含量达16%~18%的过硅铝合金,最好采用PCD或CVD金刚石涂层刀具,其切削速度可达1100m/min,进给量为0.125 mm/r。聚晶金刚石(PCD)是高速加工铝合金比较理想的刀具材料。国内外各厂家生产的PCD刀具种类较多,其性能各不相同,推荐的切削用量也有区别,应按加工要求正确选择、合理使用。复杂型面铝合金的高速切削加工,也可用整体超细晶粒硬质合金和粉末高速钢及其涂层刀具。为避免由于铝与A12 03基陶瓷的化学亲和力而产生粘结,一般不宜采用A12 03基陶瓷刀具。选择切削用量时,也应先说明铝合金的含硅量,随含硅量的增加,所选择的切削速度降低。
在航空航天部门,高强度铝合金整体构件通常都采用“整体制造法”制造,即在整块毛坯上切除大量材料后,形成高精度的铝合金复杂构件,其切削工时占整个零件制造总工时的比例很大。整体结构件还具有结构复杂、壁薄等特点,从而使得整体结构件加工周期长、产品质量难于控制,尤其薄壁加工时,零件尺寸更是难以保证。在高速加工中,由于小的切削力会减轻薄壁的机械变形,另外切削时产生的热量由切屑带走而来不及传递到工件中,避免引起零件的热应力变形,可以稳定地完成薄壁加工。这是航空航天制造业开发和应用高速切削技术的主要原因。
整体结构件制成品的重量往往只有毛坯件的15%~20%,也就是说,有80%~85%的铝材变成了切屑,如图2-25所示的7075铝。合金零件(相当于LC9),壁厚:0.330mm,底厚:0.38 l mm,外形:2388×2235×82.6mm3,毛坯质量:1818kg,加工后质量:14.5 kg。对这样大型、壁薄、加强肋复杂的铝合金零件进行高精度、高效率加工是切削加工技术中的一个难题。采用高速切削,主轴转速18000r/min;进给速度24000~27000mm/min;刀具直径18~20mm;最大切深200mm,可大幅度提高生产效率,切削效率为传统切削的2.5~2.8倍,大型零件的铣削加工仅要100~300小时,并可节省经费,降低制造成本。
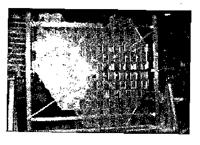
图2-25 7075铝合金零件的高速切削加工
高速铣削铝合金工件,一般采用的切削速度为4000m/min,在美国的航空航天工业中,采用5000~7500m/min的切削速度已比较普遍,进给速度为2~20m/min,单位时间材料切除率达100~150cm3/min,以达到缩短加工时间的目的。铝合金的切削速度还可以更高,但目前受到机床主轴所能达到的最高转速和功率的制约。
飞机大型复杂整体结构件采用高速数控加工技术是近几年飞机零件加工技术发展的一种趋势。20世纪90年代中后期,飞机制造商添置了许多先进的多坐标高速数控铣和加工中心用于各种整体结构件加工。波音Bertsche Engineering公司的高速加工中心,用于航空航天铝合金、复合材料零件的加工。波音公司还在Wichita军机制造分部配有法国Forest Line公司43 m×3 m×2m高架3龙门5坐标Minumac 30TH数控铣床,加工空中客车飞机结构件的英国航宇(BAe)、原德国汉堡DASA公司、负责贝尔直升机结构件制造的Remele公司等都配有数量不等的法国Forest Line公司的高速5坐标龙门铣床,其中Remel.e公司多达6台,主轴功率40kW,转速40000r/m毗可加工零件壁厚薄到0.76mm。同时还配有Fis.cher机床头,主轴功率75kW,转速5000r/min,可加工尺寸很大的机翼壁板,切削效率很高。贝尔直升机公司还添置了Marwin公司用于加工飞机结构件的AutomaxⅣ双主轴5坐标高速加工中心,规格为20m×8 m×9m,主轴转速2d000r/min,进给速度20m/min。 Marwin Production Systerns公司生产的高速加工机床AutomaxⅡ可加工规格达5 m×2.5 m的整体铝材薄壁航空零件。而专门加工飞机机翼蒙皮的机床长度可达87 m,能同时加工6件Airbus客机的机翼蒙皮板。
图2-26是美国Ingersoll公司为英国British Aerospace公司提供的大型高速型面铣床。床身底面积为33 m×1 5 m,约有三层楼高,它主要用来加工大型铝合金飞机零件。该机床装有4个液体静压主轴头可同时进行切削,主轴直径245 mm,长度240mm,主轴电动机在10000~20000r/min范围内的输出功率为150kW。4个主轴同时工作时,工件材料的去除率可达26000cm3/min。
为满足铝合金高速加工的需要,目前许多刀具公司推出了加工铝合金的新型面铣刀,直径范围40~200mm,考虑到高速回转时将产生很大的离心力,直径80mm以上的刀体由高强度铝合金制造(图2-27),适用于飞机大型铝合金构件、汽车铝合金箱体的高速切削加工,最高转速可达24000r/min,最高切削速度为6000m/min。在加工硅铝合金的变速箱壳体时切削速度达2513 m/min,进给速度达9000mm/min。
如在加工中心上加工燃烧室,刀具直径φ160,刀具齿数z=10,刀具材料:金刚石,刀体SPHWl204PDR-A88/WCDl 0,带切削液。工件材料为GK A1Sil0Mg(Cu)。切削用量:切削速度:4021 m/min(转速8000r/min),进给速度:5760mm/min(每齿进给量0.072mm/z),切削宽度:140mm,背吃刀量:2mm。切削效果:客户要求加工12000个工件,实际加工了12876个。
高速切削加工时大部分切削热由切屑带走,工件整体温升较低,工件的热变形相对较小,因此可用来加工薄壁铝合金件(图2-28)。应用整体式硬质合金立铣刀精铣铝合金的薄壁部分,薄壁高20mm,厚0.2mm,切削时的切削速度为603m/min,工作台进给速度9600mm/min。
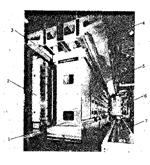
图2-26 大型高速型面铣床
1一基座 2、6一可移动铣头及滑台 3、4一顶部辅助支承导轨 5一工件安装和夹压台 7一主支承导轨及驱动系统
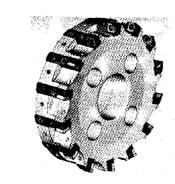
图2-27 高强度铝合金铣刀刀体
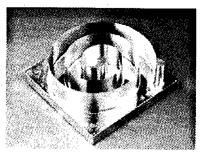
图2-28薄壁铝合金件
图2-29的薄壁铝合金件壁厚分别为0.2mm、0.3 mm、0.4mm,高度20mm。顺铣,粗加工工序单边轴向背吃刀量l mm,精加工工序每边背吃刀量2mm直到整个深度20mm。
我国航空航天行业也不同程度开始应用高速加工技术,对高Si—Al铸铝、锻铝合金多采用超细硬质合金、TiCN及TiAlN涂层硬质合金刀具材料和标准结构各类刀具加工。以铣削加工铝合金工件为例,切削速度<1000m/min,进给速度<15 m/min,每齿进给量<0.35 mm/z。

图2-29薄壁铝合金件
上一页 1 2 3 下一页
 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

