
图1 HELIDO H490双面螺旋刃铣刀,4个螺旋切削刃,大正前角,立装夹持,用于90°方肩铣,大步进插铣,槽铣及面铣
模具的高精度化、高效化加工已成为模具工业重要的目标。当今世界模具制造业面对的诸多矛盾中,效率是最主要的矛盾。
模具在制造业产品研发、创新和生产中所具有的独特的重要地位,使得模具制造能力和水平的高低成为国家创新能力的重要标志。在现代模具的成形制造中,由于模具的形面设计日趋复杂,因此对模具加工技术提出了更高要求,即要保证高的制造精度和表面质量,又要追求加工表面的美观。另一方面,随着全球化的进程,制造业的国际竞争也变得越来越激烈,为了在竞争中立于不败之地,许多企业都致力于“降低成本”、“缩短交货期”等。模具的高精度化、高效化加工已成为模具工业重要的目标。当今世界模具制造业面对的诸多矛盾中,效率是最主要的矛盾。实践证明,只有通过对效率的不断追求,才能经济有效的处理好其他矛盾。所以,在现代模具制造技术的发展中,效率被推到了最为突出的位置。高效切削技术成为现代模具制造技术的主流,是必然的发展趋势。
作为模具应用中的术语——“高速切削(HSC)”实际上意味着两个不同的方面。首先,它意味着在很高的主轴转速和超高的进给率的精加工保证加工后表面光洁度好到足以明显降低,甚至消除在钳工台上的辅助手工精加工。另外,这个术语还指在高的金属切除率下进行重粗加工。因此,高速切削是高效加工的手段之一,更重要的是高速切削可以导致工艺替代,从而简化生产工艺流程。在模具制造中用高速硬铣替代电火花加工是一个十分典型的例子,淬硬后的工件可在一次装夹下通过粗铣和高速精铣加工成成品。这方面还反映出,高速硬铣的应用,为模具制造实现CAD-CAM-HPC的集成创造了条件。高速硬铣工艺无疑给模具制造技术带来了一次重大变革。
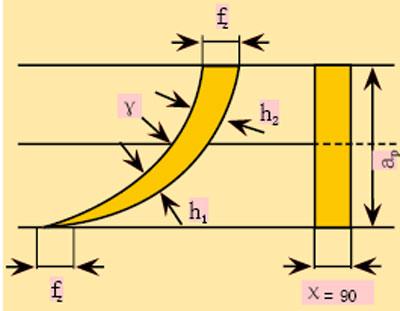
图2 圆刀片变化的
但是,高效切削(HPC)不仅仅是速度的提高,HPC铣削被描述为能满足提高金属去除率要求的铣削加工。铣削单位时间的材料切除量可用Q=ae.ap.vf /1000=ae.ap.fz.z.n /1000 (cm3/min)来表示。铣刀所能达到的材料切除率已成为衡量铣刀加工性能的一个重要指标。fz是其中一个重要的参数,它和诸多因素有关,如被切削下来的材料的切屑厚度。在加工某一类特定的工件材料时,为了获得最佳的切屑厚度,需要采用不同的切削参数。编制CNC加工程序时需要输入的每齿进给量可用以下公式计算:fz=h/sink。针对某一类工件材料,给出的h值有一个数值范围,其中较小的数值为切削起始点的切屑厚度值。在机床功率达50hp的加工中心上铣削加工铝或非铁族合金时,推荐的切屑厚度范围为h=0.051~0.076mm;加工不锈钢、铝合金和耐热超级合金时,推荐的切屑厚度范围为h=0.076~0.152mm;加工钢、铸铁和球墨铸铁时,推荐的切屑厚度范围为h=0.152~0.254mm。如果采用大于推荐值的切屑厚度,则要冒着刀片过载和切削刃崩损的风险。
一种提高刀片承载能力的方法是增加刀片的尺寸,如增加厚度来提高刀齿的强度。铣刀的立装刀片结构,将通常刀片承受载荷的平截面改为立截面,不改变刀片尺寸,而只改变刀片安装方向来增加刀片承载能力,如图1中的HELITANG立装螺旋刃铣刀。
上一页 1 2 3 下一页
 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

