图1 阀体外观
在阀孔加工中,孔径处易出现划痕。本文利用排除法和循序渐进的试验找出问题的起因并进行分析,提出合理的解决方案,最终改进了原来的生产工艺,使这一问题得到有效解决,保证了产品质量。
阀体的阀孔为细长孔,且对表面质量要求较高(见图1),如何既保证阀孔的表面质量,又保证阀孔的直线度,这是一个不易解决的难题。我们在生产过程中,发现阀体的阀孔加工完成后,经常存在部分孔径处有挤压划伤的划痕(见图2),严重影响了装配后阀孔与阀芯的配合,还会引起自动变速器换档故障。频频出现的划痕问题,不但增加了工废数量,更严重的是划痕还可能引起泄漏,另外由于出现的部位隐蔽,加工下线时较难发现,如果这些不合格的产品交给客户,必然引发严重的质量事故。对此,我们成立了攻关小组,致力于改善阀孔的表面加工质量。
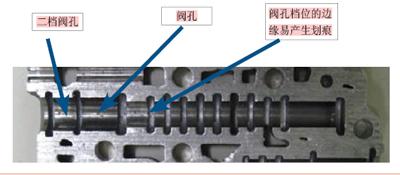
图2 阀孔剖面
原因分析
1.直接原因
划痕是在铰刀铰孔时与铝屑挤压造成的,通常产生在阀孔两档的接合边缘。
2.阀孔加工后会产生两种铝屑
(1)铝屑呈细小的碎片状;
(2)铝屑为环状(见图3)。

图3 环状铝屑
经验得知:第一种铝屑不会对铰孔产生影响,因为切削液压力较大,很容易把该种铝屑冲走。
现在阀孔的划痕是阀孔的局部整个圆形破坏,环状铝屑不易被切削液冲走,易卡在阀孔处,在铰孔时挤压阀孔,从而产生划痕。因此得出初步结论:造成阀孔加工不良的根本原因是环状铝屑。
3.环状铝屑产生原因
我们从以下几个方面对产生环状铝屑的原因进行分析:
(1)料:毛坯符合图纸要求,且同一批毛坯,只有少部分会产生划痕,所以排除毛坯因素。
(2)环:①冷却液浓度对铰孔的质量影响很大,因此,我们适当地增加了冷却液浓度,由8%~10%增加为10%~12%,虽然内孔的加工质量有所改善,但划痕基本没有变化;②冷却液的清洁度对铰孔的影响更大,划痕是否因为冷却液的清洁度而受影响呢?在对切削液进行更换对比后,发现情况没有改观。
(3)机:设备加工能力较高,阀孔的内径尺寸及没有划痕处的粗糙度CPK值均很高,设备很稳定。
(4)法:分析产生环状铝屑的部位,先经过钻孔加工,然后铰孔,在钻孔后会产生环状铝屑。此钻头为直槽E形钻,优点是刚性好,定心好,能够保证阀孔的直线度,缺点是易在阀孔的端部产生环状铝屑。
结论:直槽E型钻会导致阀孔的每一档出口处产生环状铝屑,但由于普通钻头(带顶角)定心及刚性均较差,不能够保证阀孔的直线度,所以不能轻易更换普通钻头。怎么样晒后补水保湿乳液排行榜去黑头淘宝丰胸产品排行榜瘦腿美容液哪个牌子好睫毛膏最好的抗皱紧肤是哪个
上一页 1 2 下一页
 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

