一、技术要求与工艺分析(图1)
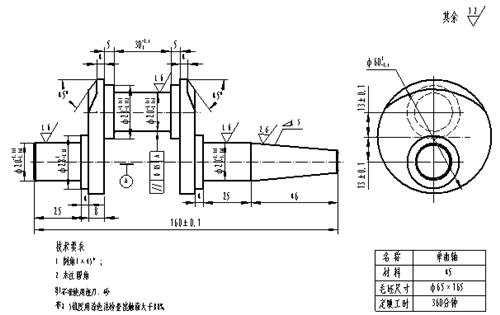
图1
1、主要技术要求:
(1)外圆![]() 共三处,
共三处,![]() 共4处,
共4处,![]() 共2处。
共2处。
(2)长度25mm共2处,4mm共4处,8mm、5mm、300+0.1、46mm、160±0.1mm各1处。
(3)45o角两处。
(4)![]() 形位公差 的偏心外圆与轴线的平行度误差为0.05mm。
形位公差 的偏心外圆与轴线的平行度误差为0.05mm。
2、工艺分析:
在机器中由回转运动转变为往复运动,往往是由偏心机构或曲轴来完成的;偏心工件和曲轴一般都在车床上加工。
偏心工件、曲轴与外圆车削有很多共同点,但是偏心工件和曲轴又有它的特殊点,这就是工件的外圆和外圆之间的轴线平行而不相重合。工件的外圆轴线平行,这一现象即称为“偏心”,这两处轴线之间的距离称为“偏心距”。
车偏心和车其它工件一样,加工方法不是一成不变的,而是按照工件的不同数量,形状和精度要求相应地采用不同的方法。
首先要考虑零件的形状、尺寸精度和公差要求,选择合适的加工工艺。因此,事前的工艺分析一定要准确,当然可靠的加工方法和步骤也是至关重要的。
(1)偏心工件的形状全靠车削加工出来,因此,应慎重考虑,必须选择好加工工艺与加工步骤。
(2)偏心工件可采用两顶尖装夹车削的方法。为了保证偏心外圆与轴心线的平行度和其它相关精度要求,车削偏心部分时,车刀必须要有足够的强度。要注意:硬质合金车刀在车削时易被碰坏,车偏心工件时顶尖受力不均匀,前顶尖容易损坏或移位的现象。因此,必须要经常检查。
(3)在用两顶尖顶车偏心工件前,首先用三爪自动定心卡盘夹住工件一端外圆,车削工件另一端的平面后钻中心孔,一夹一顶装夹车削外圆至尺寸要求,长度尽可能车得长些。调头再用三爪自动定心卡盘夹住已加工外圆,定好工件的总长,平端面、钻中心孔,工件两端面的表面粗糙度应达到要求。
二、加工难点及解决方法:
1、偏心工件中心孔的加工质量对工件的加工精度影响很大,偏心工件两端各对中心孔的位置要求一一对应,如果两端中心孔不在同一直线上,造成轴线歪斜,或中心孔表面加工不圆整、不光滑;都会严重引起曲轴工件加工后的形状误差和位置误差。所以,精度要求较高的偏心工件,中心孔一般都应在精度较高的坐标镗床上加工。
2、在两顶尖上装夹偏心工件,由于工件外圆上的受力点分布不均匀,会使装夹不牢固,开车后或切削加工中将产生较大的离心力和冲击振动,会使工件出现不圆度和工件外圆切削振动等,甚至会发生严重事故。
3、加工较长的曲轴工件时,最突出的矛盾是工件刚性差,回转不平衡,容易变形,加工较困难;曲轴加工后用支撑螺钉支撑的方法可增加工件刚性,减少变形和振动;但一定要注意顶尖和支撑螺钉不能顶得过紧,过紧会使工件弯曲变形;若支撑螺钉顶得太松则起不到支承作用,加工中螺钉容易飞出来发生事故。
4、偏心工件装夹后,原中心线已偏移一定距离,为了防止打坏车刀产生事故,进刀切削时应先从工件最高点开始。
5、检查偏心距e时,工件应在顶在两顶尖间打百分表测量。(百分表上的最大读数-最小读数=2e),如果百分表量程不够,可加块规或在高度游标尺上安装百分表和测量。
6、车削偏心工件,切削速度不宜选得过高,车刀前角与后角不宜磨得过大。
7、车偏心工件时顶尖受力不均匀,前顶尖容易损坏或移位。因此必须经常检查并保证两顶尖处在有摩擦力又有间隙的状况。
8、注意调整车床主轴的间隙,特别是当车床精度较差时,更显得重要。
上一页 1 2 3 4 下一页
 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

