在中、大批量生产中,常常可以通过工序集中来提高机床的生产效率。工序的集中,除了采用多轴加工外,采用装有多个切削刀刃的专用刀具(复合刀具)则是提高机床生产率的另一个重要途径。由于复合刀具往往可以替代好多把常规刀具,并且往往是在工件的一次装夹下和刀具的一次工作行程中完成多道工序的加工,因此可以减少换刀次数,消除工件或刀具的重复定位误差,从而可显着减少辅助时间、提高加工精度和减少测量过程。此外,专用刀具还可以用来解决常规刀具难于进行的一些加工任务。由于这些优点,这类刀具不仅在组合机床和自动线上得到广泛应用,而且近年来也愈来愈多地应用于高速加工中心。长期以来的生产实践表明,在中、大批量生产中采用专用刀具对工件的多个相关功能表面进行综合加工,或对难于接近的功能表面进行加工是实现加工合理化的有效手段。
孔加工专用刀具的结构分类
在中、大批量生产中,专用刀具除少量是属于专用铣刀外,绝大部分是用于孔加工的专用刀具。在生产中,有很多加工任务不仅要通过专用刀具来制造精密孔,而且往往需要借助于这类刀具来加工与精密孔相关的功能表面,如加工配合孔的凸台端面、止口和环槽等。有些工件,特别是箱体件,有不少这类功能表面的加工往往要通过刀具的径向走刀来实现(图1) 。
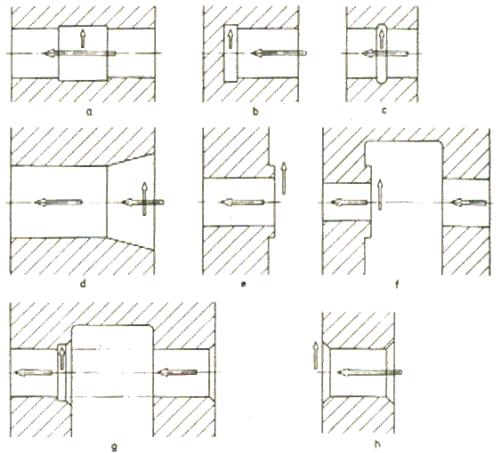
图1 需采用径向走刀的多种加工任务
在加工时,并要确保配合孔相对于某一基准面或另一个配合孔的位置精度(垂直度、同轴度)。从这里可以看出,专用刀具在孔和相关功能表面的综合加工中无疑是起着十分关键的作用。从刀具结构上,专用刀具可分为刀具固定式和刀具移动式两大类(表1 )。
表1 专用刀具的结构分类
| 刀具的结构 | 刀具固定式 | 整体式 | |
| 装配式 | |||
| 机夹式 | |||
| 刀具移动式 | 驱动方式 | 推(拉)杆 | |
| 撞靠 | |||
| 离心力 | |||
| 冷却润滑液 | |||
| 伺服电动机 | |||
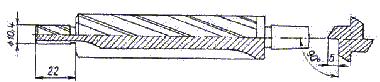
(a)整体式 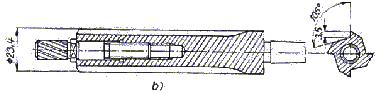
(b)装配式
图2 复合扩孔钻
上一页 1 2 3 4 下一页
 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

