压电刀柄系统能够将单刃深孔钻头的切削功率提高60%以上,且不会有切削刃的磨损、不会降低深孔加工的质量
在使用了压电减振的刀柄(adaptronischen Werkzeughalter)之后,能够明显地降低单刃深孔加工刀具的振动,从而也可以在保证质量不变的情况下大大的提高深孔钻削时的进给速度。压电减振刀柄由于其在切削加工过程中很高的适应匹配能力为提高生产能力提供了一个很好的解决方案。
深孔加工是一种加工长径比(l/d)最大可达250的加工方法。在加工长径比较大的孔时,当切削速度达到一定的数值时,由于刀具特殊的细长结构常常会产生动态不稳定的现象。由此而带来的振纹不仅影响了深孔加工的质量,也缩短了深孔加工刀具的寿命。本文将介绍具有缓解、衰减扭振功能的压电减振刀柄的研发和试验情况,以及由此而得到的生产过程稳定性。
在金属切削加工中,例如在深孔钻削加工中,提高进给量以减少机动加工工时是一个非常重要的目标。但是,大多数情况下却会遇到刀具和机床振动的问题,从而使得进一步提高生产能力遇到了很大的阻力。从刀具方面来讲,通过使用中心架或者跟刀架的措施来减小刀具弯曲的影响;但是迄今为止一直没有很好的办法来缓解扭矩要求的振动。
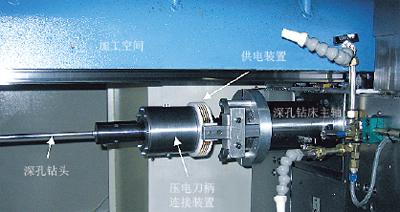
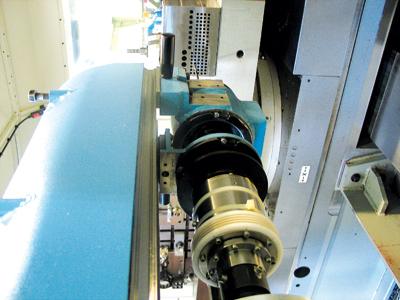
图1 深孔加工用压电式刀具连接装置
压电式的刀柄系统能够与切削加工的过程自动匹配
为了缓解扭振对提高生产能力的限制问题,ISF切削加工研究所研发了一种压电式刀柄装置(图1)。由于压电式刀柄系统有着很高的按照加工过程自动匹配的性能,因此这一方案在提高深孔加工生产能力方面提供了很大的潜力。在这一系统的研发过程中,需要能够简单方便的集成到现有的机床系统之中的,结构紧凑、自给自足的功能单元。
上一页 1 2 3 下一页
 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

