郑州磨料磨具磨削研究所 王光祖
河南华晶超硬材料有限公司 吕华伟 马涛 田丽
1.引言
金刚石工具绝大多数采用粉末冶金工艺制造。国外优质金刚石工具大多采用超细钴粉作为金刚石颗粒的粘结剂(胎体)。在上世纪90年代中期,国外首次提出了金刚石工具中使用超细预合金粉末的新概念,并于1998年预合金粉末作为钴基胎体的替代品真正应用在金刚石工具中。预合金粉末是由多于一种金属元素,经过湿法冶金工艺制成的成分均匀的合金粉。粉末粒径小于10μm,属超细粉末。微小固体颗粒构成的集合体属于微观粒子与宏观物体之间的过渡区域,具有一系列特殊的物理化学性能。
目前,世界上大多数金刚石锯片、取芯岩钻头和其他金刚石工具生产商除了用纯钴粉以外,都已经开始应用相当比例的预合金粉末。在最近几年中,预合金粉末应用一直在增长,2001年约占用于金刚石工具工业中的钴粉消耗量的15%。发展趋势表明,超细预合金粉末会越来越广泛地应用于金刚石工具行业。
由于金刚石都是细小颗粒状,一般都要使用胎体材料将其制成一定的形状且具有一定机械力学性能的制品后才能得以使用。在制品中,作为最基本组分的金刚石是切削元件,但胎体是不可缺的组成部分,其对金刚石能否充分、有效地发挥作用起决定性的作用。
2.金属胎体五大特性与分析
2.1.与被加工材料耐磨匹配性。胎体的耐磨性过高,金刚石颗粒不易外露,加工效率低下甚至不能加工;反之,胎体耐磨性过低,工具的使用寿命下降。这一特性是加工材料特性与被加工材料特性、磨损状态、磨损参数等的复杂综合函数;
2.2.胎体对金刚石的把持力。指金刚石与胎体的冶金结合力和胎体对金刚石的机械包镶力。机械包镶力浮源于冷却收缩胎体的压应力和冷却有增容相变胎体的压应力。这一包镶力与胎体的弹性模量有关,提高胎体的弹性模量,有利于增强胎体对金刚石的机械包镶力;
2.3.胎体的低温烧结特性。低的烧结温度对减轻金刚石的热损失和节电、降低模具的损耗大大有利;
2.4.胎体粉末的工艺性。胎体粉用于冷压成形时,加入少量粘结剂后应有良好的压制性(包括压缩性和成形性),此外,胎体粉兼作过渡层用粉,应有良好的可焊性;
2.5.胎体粉末价格便宜,制备胎体粉末,不污染或少污染环境是极其重要的,水雾法生产胎体粉末正是具有这一优势。
作为胎体,其功能主要有两个:一是“包镶”切削元件,二是与切削元件(金刚石)“匹配”磨损。制品质量在很大程度上取决于其胎体的性能,而胎体的性能主要取决于胎体材料。常见的胎体材料有树脂、金属和陶瓷三种,其中金属胎体以良好的机械性能而得到广泛的应用。金属胎体的金刚石制品约占金刚石制品总量的80%。
金属胎体金刚石制品是采用粉末冶金方法,将金刚石颗粒与金属粉末混合经压制烧结而制得。由于金刚石存在:一、热稳定性差;二、金刚石与金属之间存在很高的界面能,金属对金刚石的润湿性差,金刚石与金属之间很难形成化学冶金结合,导致很难获得高的金刚石与金属界面的结合强度;三、金刚石与金属胎体的耐磨性很难匹配。这给金属胎体材料的设计和选择带来困难。
国内外对金属胎体的研究很多,概括起来大致可分为:一,金刚石与金属胎体的结合机理的有关研究;二,金属胎体体系的研究;三,金属胎体材料制备方法的研究;四,金属胎体的性能表征及评价体系的研究。
3.胎体结合机理的研究
结合剂对金刚石的把持力不外乎有三种:机械镶嵌力、物理吸附力和化学结合力。在这三种力中,物理吸附力很小,可以忽略不计;机械镶嵌力的大小取决于胎体的烧结合金化程度、孔隙率及胎体的强度和硬度;化学结合力最强,但前提是金属胎体与金刚石界面成化学冶金结合状态。
提高胎体对金刚石的把持力的关键在于改善胎体与金刚石的界面结合状态,使胎体和金刚石之间形成强力键结合。改善界面结合状态的措施概括起来主要有添加强碳化物形成元素和金刚石表面金属化。金刚石表面金属化就是采用物理气相沉积、化学气相沉积、甚至是化学镀、电镀的方法,预先在金刚石表面形成一层金属膜或碳化物膜,然后与胎体材料混合来制作制品。
目前金刚石表面金属化方法还存在一些难点有待解决;表面金属化过程中如何尽量降低金刚石强度损失;如何防止表面金属化后形成的过渡层在制品制作过程中出现裂纹甚至分层现象。
4.金属胎体体系的研究
金属胎体包括粘结剂、添加剂及微量活性元素,其中粘结剂主要是指Cu、Sn、Zn等熔点低、硬度低的金属。添加剂通常是指胎体中硬度高、熔点高的添加成分。它可以提高胎体的强度、硬度、耐磨性以及调节胎体的韧性。微量活性元素主要是改善金刚石与胎体界面的结合状态,进而提高两者的界面结合强度。
直到现在常用的胎体体系有青铜基、钴基、铁基和WC-Co基。青铜基有较低的液相温度,能在较低温度下实现液相烧结,能较好地保护金刚石,降低金刚石的热损失。主要用作金刚石砂轮、大理石锯片。
钴基是目前高品质金刚石制品中应用最多的体系。钴是所有金属元素中对金刚石润湿性相对较好的元素,而且有高于其它金属所没有的低温粘却特性,在比其熔点低得多的温度下,高钴基体就可获得很好的合金化程度,使其对金刚石形成很高的机械镶嵌力,同时钴对金刚石的侵蚀作用小,能够有效地保护金刚石。由于钴的价格昂贵且资源匮乏,严重妨碍其大量推广应用,目前主要限于高档金刚石制品中使用。因此,许多研究者积极研究在胎体中取代钴元素。
由于钴对金刚石具有优良的包镶性能,所以在传统的金刚石锯片制造业中钴一直作为刀头胎体的重要材料。根据金刚石锯片的不同用途,即锯切不同的材料,胎体中还加入其它金属来调适其硬度,或者说调适其磨耗性能。例如,切割大理石和石灰岩的金刚石锯片,在刀头的胎体中往往加入高比率的青铜;而锯切花岗石等较硬石材的金刚石锯片,在刀头胎体中则加入低量青铜。有时为了提高金刚石锯片的使用寿命,则在刀头胎体中加大钴的含量,其作用是提高胎体的硬度。
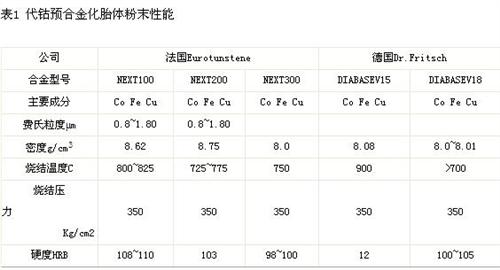
众所周知,葡萄牙是世界上笫九大装饰石材生产国,也是欧洲笫三大石材生产国,仅次于意大利和西班牙,拥有丰富的石材资源,花岗石、大理石、石灰岩等品种繁多。为了降低石材生产成本,推广使用了低钴含量的胎体材料,所使用的低钴含量材料为Co-Cu-Fe,可以降低金刚石锯片锯切时的切削力,而且胎体有较好的硬度和屈服强度,锯切花岗石和石英岩等坚硬石材有较好的效果。
德国Dr.Fritsch公司从事金刚石锯片和刀头生产设备制造的着名厂家,为了满足国际上对无钴或低钴含量胎体材料之需求,于2005年初研制出新型胎体材料,用于制造锯切花岗石锯片,获得了良好的效果。在新型胎体材料中,加入了青铜,由于其含锡比率很小,所以具有可延展性,从而增加了胎体的韧性。这对于制造大直径金刚石锯片的刀头具有重要意义。
铁与钴同处VIII副族,许多性能和钴相近,铁资源丰富且价格便宜,是十分经济的胎体体系。因此,铁基胎体是近年来胎体研究的热点。经研究铁基胎体已经在低品质金刚石制品中得到了应用[4~6],尤其在我国石材切割用金刚石工具中大量使用,取得了较好的经济效益。

注:标*者为引用文献数据,其余为安泰科技股份有限公司测定的数据

从表1可见,国外A,B粉末粒径较小,松比低,氧含量较高,C粉末与本文制备的04、05、06粉末粒径,松比,氧含量相当。水雾化的最大优点是粉末的合金化程度高、成分均匀、产能大、成本低。御淑堂减肥组合保湿去黑头最好的产品眼膜胶原蛋白哪个牌子好去痘印眼部精华哪个牌子的好有效的抗疲劳眼霜哪个牌子好
从表中可见,04、05、06粉末的硬度HRB正好形成从109到97的三个阶梯。对切割钢筋混凝土和花岗石以及砂岩的刀头,有很好的适应性。必要时适量添加硬质或软质相的其他粉末,即可制备出既有高的加工锋利度又有长寿命的工具。
近年来,高温钎焊技术引入到金刚石制品业,时间虽然不长,但已显示出了大幅度提高金刚石制品性能的可行性。钎焊与传统方法(电镀,烧结)相比,可把金刚石的最大允许出刃高度从0.3D提高到0.7D,这表明大幅度提高了胎体对金刚石的把持力。钎焊的作用是把金刚石(母材)加胎体材料(母材)与钎料(也属胎体材料)焊接在一起,达到冶金化学结合的目的。对金刚石来说,要实现良好包镶的先决条件,也是技术的关键点是粘结料成液相,并能很好地润湿金刚石。而目前的钎焊材料(也可称胎体材料)不是不能很好地润湿金刚石,就是液相温度太高,要想得到推广应用还有必要进行深入研究,开发适合金刚石特性的钎焊材料。
上一页 1 2 下一页
 超厚板数控火焰切割
超厚板数控火焰切割 铝合金薄壁零件加工
铝合金薄壁零件加工 “安全着陆”- 山特
“安全着陆”- 山特 科汇有关刀具重磨重
科汇有关刀具重磨重

