人们公认,钻削是切削加工中应用最多的工艺,无论是在加工中心、数控车床,还是在专用钻床上,都可以进行钻削加工。每孔加工成本、钻孔质量和孔的完整性都是选择钻头和工艺时需要考虑的关键因素。常常可以把一些相关的加工工序如铰孔、倒角、扩钻、镗孔等集成在一把刀具上,在钻孔时很方便地一起完成。
可更换钻尖的钻头于20世纪90年代后期问世,当钻头上的硬质合金钻尖磨损后,可以方便地进行更换,而无需将钻头的刀体从刀柄和/或机床主轴上取下。每一把钢制刀体可适用于给定尺寸范围内不同直径的齿冠,用户无需为钻削每一直径的孔而购买一支特定尺寸的钻头,从而可以节约成本。通常,钻头刀体可覆盖的孔径范围约为1mm,许多刀具供应商提供的钻尖直径增量为0.10mm。
在钻头钢制刀体上更换硬质合金钻尖的概念引导了可换刀头铣刀和模块化铰削系统的开发,并同样取得了成功,使用户获益非浅。
可换钻尖式钻头在以下方面具有优势:
(1)节省大量加工操作和刀具管理费用;
(2)减少刀体使用的硬质合金材料;
(3)更长的刀具寿命和孔加工的可预测性;
(4)减少钻头库存;
(5)消除了对钻头进行重磨、返回和所需备份刀具的流动性;
(6)装刀时间大幅缩短,因为是在机床和刀柄上更换钻尖,无需预调、补偿和对刀。
为了正确选择钻头类型,就需要正确回答关于钻孔尺寸、公差和表面光洁度要求,以及加工任务或车间的经济性等问题。对于孔径小于12.7mm的加工,考虑到加工精度和加工性能,整体硬质合金钻头仍然是推荐的解决方案;对于孔径大于25mm的加工(特别是粗加工),推荐使用可转位刀片式钻头。在大功率机床上加工孔径大于25mm乃至51mm的孔时,采用可转位刀片式钻头尤其有效。
在孔径范围为12.7-25.4mm之间的钻削加工中,可换钻尖式钻头已成为一种常见的选择,因为这种钻头可提供兼具精密制孔能力和成本效益的、可衡量的综合竞争优势。硬质合金钻尖具有针对工件材料和加工要求优化钻尖形状设计的特点,并且通常不进行重磨,因此更换的每个钻尖都是新的,其加工性能与所有其它新钻尖完全相同,而重磨的整体硬质合金钻头则做不到这一点。
肯纳旗下Widia公司新开发的Top Drill M1模块化钻头在8-25.99mm的标准孔径范围内,兼具模块化钻削系统的经济性和整体硬质合金刀具的加工性能及孔加工质量,适用于长径比(L∶D)为3D和5D的孔加工,钻头刀体既可以配法兰刀柄(公制),也可以配圆刀柄(英制)。
肯纳公司的Chris Merlin解释说,TDM1模块化钻头是Widia公司新上市的Victory产品线的组成部分,它是一种采用精磨钻尖和精磨刀体的免夹紧可换刀片式钻削系统。这种非重磨刀片避免了使用可重磨刀片所带来的物流和刀具寿命方面的难题。
Merlin说,“由于不存在刀片重磨问题,模块化钻头提供了加工性能的可预见性。TDM1钻头使用户可以避免这样的难题:为了保证重磨性能,有时必须在可重磨钻头尚未达到最大使用率之前就更换刀具。”
像TDM1这样的模块化刀具通过可更换刀片之间的一致性,保证了加工孔径的一致性。而可重磨刀片因为存在背锥,会造成孔径缩小。当然,可重磨刀片还会造成钻头长度发生变化。使用TDM1钻头时,不再需要在工具室预调刀具长度,也无需在工具室与机床之间来回搬运刀具,减少了编程时间和机床出错的可能性。
TDM1可更换刀片采用了K20F氮铝钛涂层牌号和UPM几何形状设计,其特点是面向钢和铸铁工件的加工设计钻尖形状。该钻头瞄准分销商市场,钻尖的设计极具柔性,只需准备一种类型的钻头就足以适应80%-90%的加工需要。
上一页 1 2 3 4 下一页
 李克强:中国装备走
李克强:中国装备走 增效降本 为航空制
增效降本 为航空制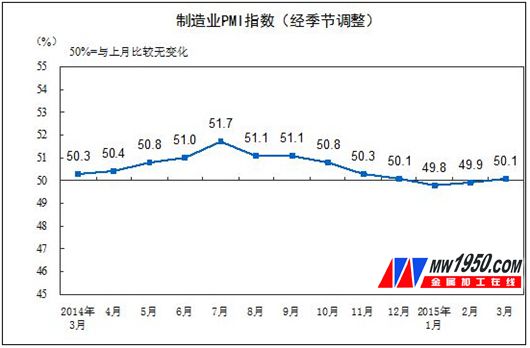 2015年3月中国制造
2015年3月中国制造 中国机床,春天去哪
中国机床,春天去哪

